Swindon
The THORN EMI Videodisc factory at Swindon was purpose built to master and press VHD Videodiscs.
This is where the new technology takes over. Videodisc manufacture involves a blend of old and new technologies — and from the old demands higher standards than ever before.
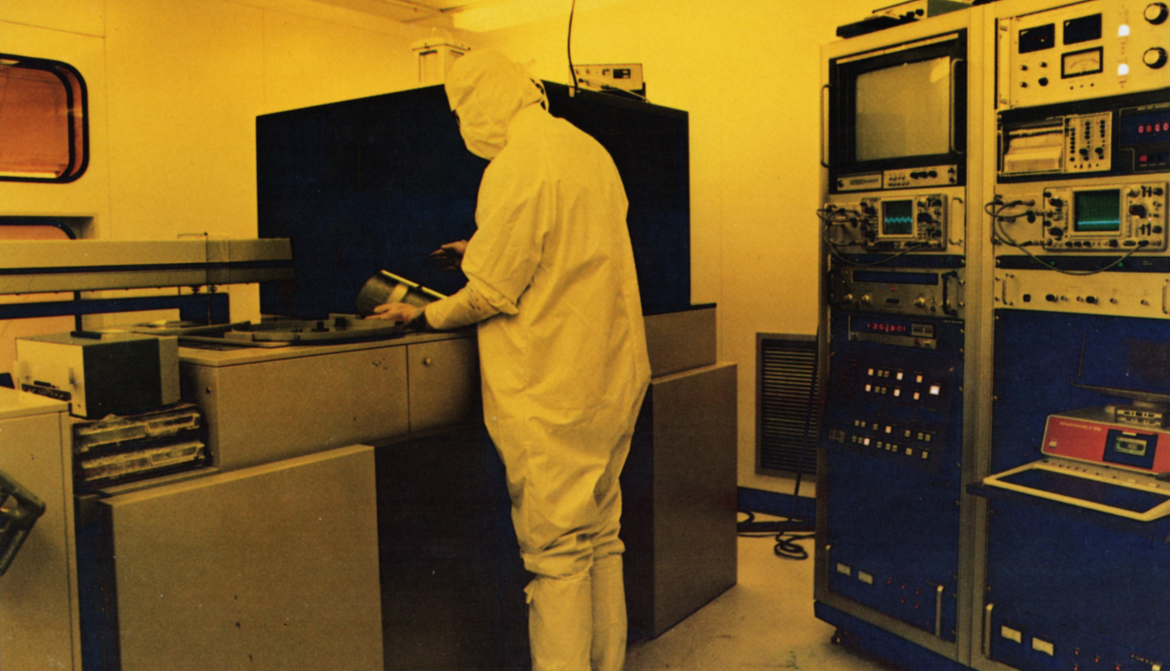
The factory itself is a building within a building. The mastering and manufacturing processes all take place in an environmentally controlled series of clean rooms. The standard demanded throughout is not less than Class 10,000 and in the most sensitive areas is better than Class 100 — fewer than 100 microscopic particles in every cubic foot of air.
Premastering
Programme material from virtually any source can be considered for videodisc. The final stage of post-production is to edit all the material onto a broadcast standard 1″ C format videotape in the order in which it is required on the final disc.
All audio must also be recorded in the correct places on the correct tracks.
During this process the exact location of each of the special VHD control signals is determined. These signals identify chapters, time code, page addresses, autostops, and automatic audio switching.
The finished videotape is called the PREMASTER TAPE.
Videodisc Mastering
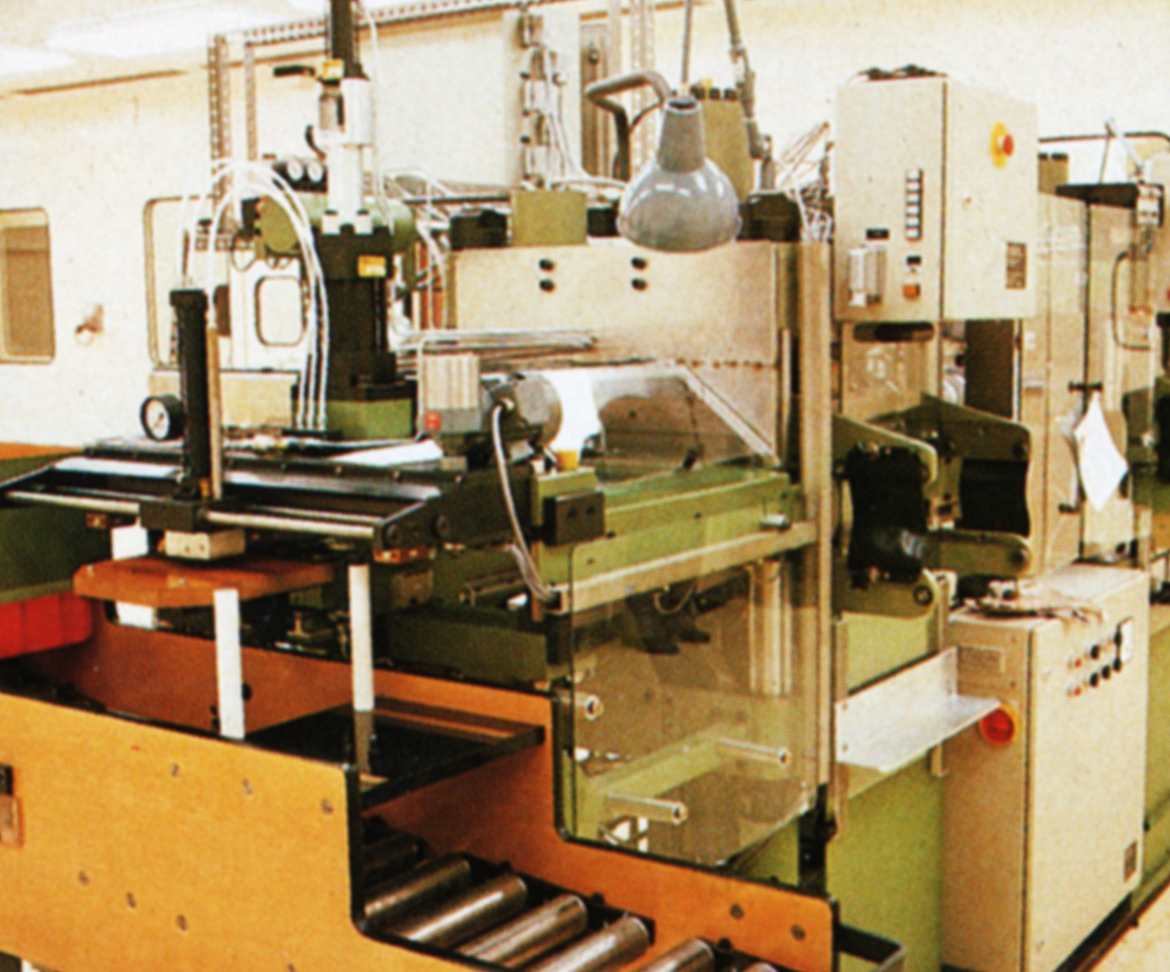
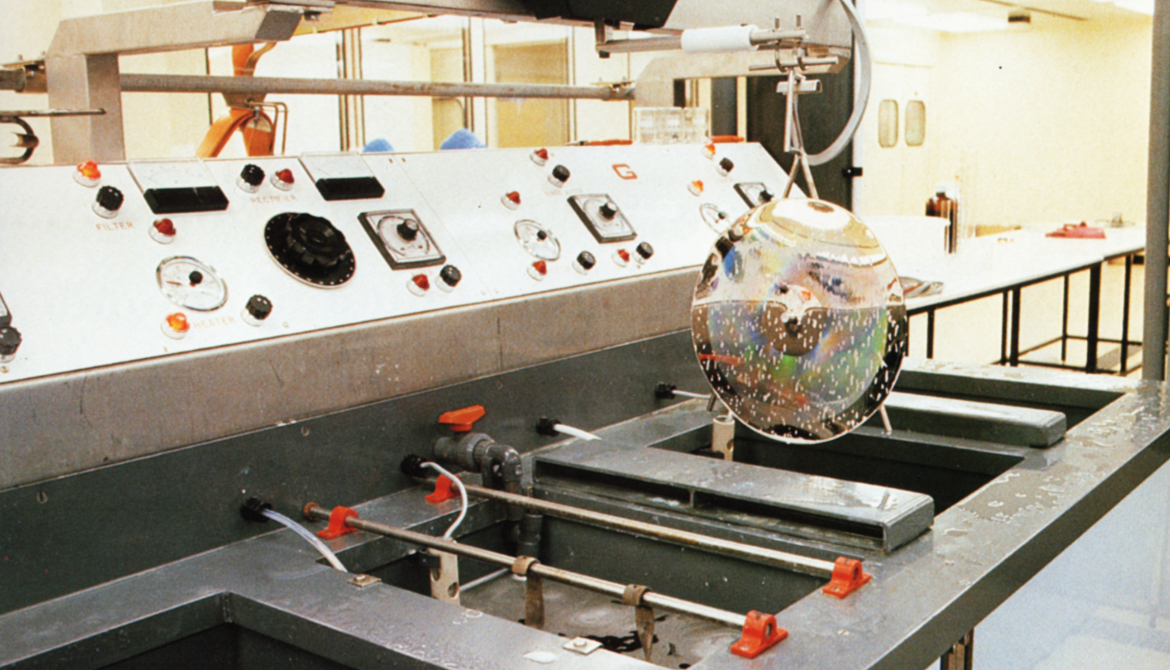
In the VHD videodisc plant the Glass Master is prepared. This is an optically perfect glass disc which has been cleaned, coated with a photo-resist solution and baked to harden the coating. After careful checking it is placed in the Laser Cutter.
The Premaster Tape is played back to the Laser Cutter which encodes the signals into a form which drives the powerful laser. A complex series of optics condense and shape the laser beam and focus it onto the Glass Master to create the latent image of the microscopic pits in the surface.
The Glass Master is then developed, checked for flaws and after thorough cleaning is ready for the next stage in the process.